Like any other production method investment casting has a few simple design
rules which allow its advantages to be succesfully realised.Often the foundry
can suggest slight modifications to conventional designs which will make the
casting both easier and cheaper to produce, ensuring maximum soundness
and in no way impairing its function.Keep the following points in mind :
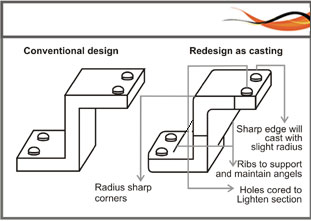
Don't Design for the machine Shop !
Adjust your thinking. Flat surfaces and right angles are the natural results of
the machining but they can be difficult to cast.So are they really necessary ?
Curved and blended contours not only are prefer for casting, but they result
in sound components. Similarly, Don't ask for machine-Cut tolerances on
dimensions which don't warrant them.Specifying over-close tolerances on
non-functional surfaces is unnecessary and uneconomic.Point out the really
critical dimensions and let the foundry concentrate upon achieving them.
Helping the foundry Man :
It is INTRICAST's job to advice upon the best casting design but you can help
by appreciating the importance of correct feeding of metal to the casting.
During solidification, thin sections naturally tend to cool first and as they solidify
the metal contracts. At this stage the sections should be able to draw further
liquid metal from areas which are still molten:but if none is available ,
shrinkage, porosity or cavities will result.
Suggestions for Redesigning :
Ideally, when :
Feeders, should be attached to the thickest sections, with thin sections furthest
from point of entry of metal. Contours should be as smooth as possible,
and abrupt changes in thickness of sections should be avoided to assist smooth
flow of metal.
Sharp internal corners must be avoided as they form points of stress
concentration. Introduce a small radius.
The minimum number of sections should be brought together at one point to
avoid 'hot spots' in the solidifying casting. Unsupported features will tend to
distort owing to strains set up by differential rates of cooling.Tie-bars can be
added to hold certain dimensions more rigid,and are removed during fettling.
Finally, place in-gates on surfaces which will subsequently be machined,
if possible, rather than where a smooth as-cast finish is required.
The time to decide upon casting design is while the component is still on the
drawing-board.For better to design for costing rather than attempt to modify
a part intended for production by other methods.
|